| 类型:线切割 | 品牌:晨虹 | 型号:YDK7730 |
| 最大加工模数:不限 | 产品类型:全新 | 是否库存:否 |
| 售后服务:正常使用,整机保修一年 | 主电机功率:2.5kw | 重量:2600kg |
| 加工直径范围:300mm | 加工精度等级:4 | 加工齿轮类型:直齿、 锥齿 |
| 最大加工齿数:不限 | 控制形式:数控 | 布局形式:卧式 |
| 动力类型:电动 | 作用对象材质:金属 |
一句话:直齿锥齿轮专用电火花线切割机床的优势在于加工直齿锥齿轮不受模数和齿数的限制,而且精度高、环保,综合成本***。
泰州晨虹数控直齿锥齿轮专用电火花线切割机床图片

加工的直齿锥齿轮样品
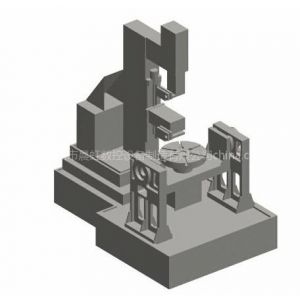
三维示意图展示
YDK7730直齿锥齿轮机床的技术参数
加工效率 180mm?/min
主机外形尺寸 1400×1600×1800mm
加工直径 300mm
加工工件模数范围 不限
加工模数 不限
工件锥距 100mm
工件齿数范围 不限
加工精度 4级
表面粗糙度 1.0μm
机床净重2600kg
用电火花线切割加工直齿锥齿轮机床的基本结构
首先将机械加工齿轮毛坯安装在数控转台回转中心。倾斜调整回转中心轴(大型机床调整丝线),使丝线与数控转台轴线夹角为直齿锥齿轮锥度角。调整丝线位置,使丝线(钼丝或铜丝)一端以直齿锥齿轮的为***(即锥齿轮回转球心),另一端以直齿锥齿轮齿面大端上基圆为进给基点,这时丝线在两水咀间跨度为直齿锥齿轮回转球心半径,启动伺服电机将回转台和丝线进给丝杠锁定。启动数控系统,使数控转台转动角度与直齿锥齿轮齿面大端丝线进退,按直齿锥齿轮设计当量模数编制程序执行旋转与进退联动。当电极丝处在齿顶时,数控转台转动,电极丝线不动,这是加工出的轨迹是直齿锥齿轮的齿顶;转过齿顶圆心角后,大端处电极丝线随工件转动进行相应进给即加工齿型部分,当到达齿根时电极丝线停止进给,工件继续转动,此时加工的是齿根部分;当转过齿根圆心角时电极丝线回退加工同齿的另半个齿型,到达齿顶时完成一个齿的加工。下面依次加工出全部齿。在数控系统的控制下电极丝线按大端当量齿轮的标准渐开线生成齿型。丝线经高频放电产生电火花蚀除工件生成缝隙,加工出标准直齿锥齿轮。当丝线与数控转台中心线平行即夹角为零度时,电极丝线沿齿轮中心方向平行进退,数控合成加工出的齿轮为标准直齿轮。本机床均可精密加工回转类零件的齿部,如:精密分度齿盘、高速钢圆锯片的齿部等盘类零件的齿部加工。
该机床控制部分由电脑编程软件完成绘图并生成程序代码指令,由驱动模块、高频功放和丝线控制系统组成一体化。机床由数控可倾斜精密回转台、收放丝机构、丝架进给和升降工作台、切割液供给回收过滤系统几部分组成。工作台上安装精密光栅尺,丝线定位和行程数据直观显示。上、下丝架安装在直线导轨上由电机带动升降并由光栅尺显示两丝架间距离,便于调整两水咀间跨度。
该机床加工精密直齿锥齿轮在生产工艺上可采用先车削出轮廓--淬火--磨内孔—线切割齿廓(采用中走丝多次加工工艺代替磨齿)
该机床亦可加工普通圆柱直齿轮。
采用电火花线切割加工直齿锥齿轮的方法由于没有宏观切削力,与现有机械刀具切削相比,具有以下优势:
1、加工时工件无受力变形,在数控指令控制下,加工精度高,齿部为标准渐开线或函数曲线,表面粗糙度好,可微观进给(1μm)并可多次切割。加工精度可达2μm,表面粗糙度可达0.5μm。精密机床可采用慢走丝结构;较高加工要求零件采用中走丝或快走丝结构。
2、针对高强度、高韧性、高硬度等机械方式难加工材料,电火花线切割加工(WEDM)尤显其强大优势。传统机械加工金属齿轮为了达到高精度,高寿命的要求,需先初加工出齿廓留有一定余量,经淬火再磨削方能满足要求。电火花线切割加工(WEDM)可直接加工淬火材料。遇到“不锈钢”、“钛合金”、硬质合金钢等锥齿轮,传统加工方式难度非常大。被授予21世纪金属的“钛合金”它以密度小、比强度高、耐高温、抗氧化能力强,分子结构稳定等优势在航空、航天领域应用越来越多。各种内燃机车镍钒钛合金传动系齿轮、***各种火炮系统定位传动齿轮、航天飞行器控制传动系统齿轮都需要钛合金制造,而加工钛合金采用电火花线切割加工(WEDM)是比较理想的手段。
3、便于制造高精度和超大行程机床,满足特殊零件高精度等级加工要求。目前国内大型直齿锥齿轮加工设备尚依赖进口。采用电火花线切割加工(WEDM)技术由于没有机械震动,高精度数控系统,数控回转台与丝架进给数控合成,使加工轨迹与理论曲线一致,能加工出高精度零件。目前国内机加工直径>800mm的直齿锥齿轮刨齿机,其较***的达6级精度,表面粗糙度Ra(3.2μm),一般大多在8级精度、表面粗糙度Ra(6.3μm)。采用电火花线切割数控加工(WEDM)理论上精度可超过4级(该项指标目前***为4级)。
4、成本***!机械加工不同模数齿轮需用相应模数刀具,刀具复杂,价格昂贵,刀具使用中磨损严重影响加工效果。电火花线切割加工(WEDM)工具电极简单(铜丝或钼丝),加工不同模数齿轮同一规格丝线即可完成。
5、低能耗、***。一台小型刨齿机或铣床功率一般在3~7.5个千瓦,大型机床为几十个千瓦。而电火花线切割加工(WEDM)机床使用功率一般不超过2kw;工作液为去离子水或水基工作液,***,经沉淀可自然排放。